热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
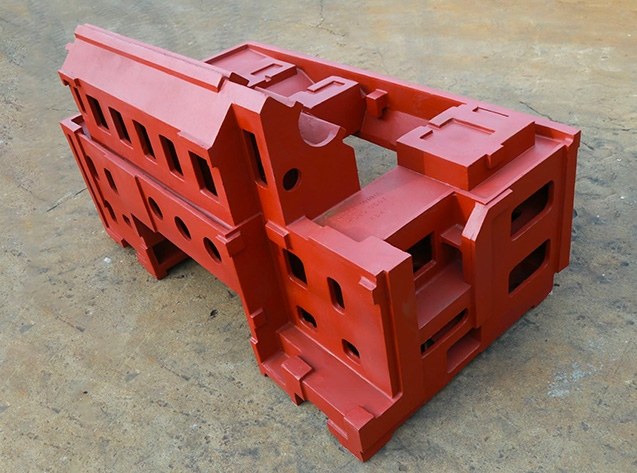
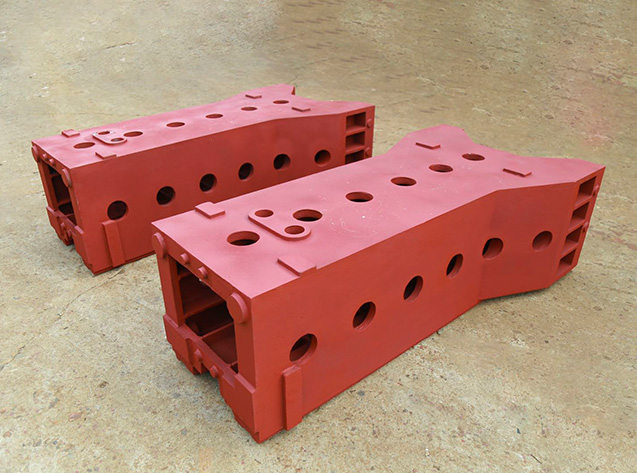
立柱铸件加工缺点有:冷隔、浇缺乏、气孔、粘砂、夹砂、砂眼、胀砂等。
1)冷隔和浇缺乏 液态金属充型才干缺乏,或充型条件较差,在型腔被填满之前,金属液便停止活动,将使铸件发生浇缺乏或冷隔缺点。浇缺乏时,会使铸件不能取得完好的形状;冷隔时,铸件虽可取得完好的外形,但因存有未完全融合的接缝,铸件的力学功用严峻受损。
避免浇缺乏和冷隔:进步浇注温度与浇注速度。
2)气孔 气体在金属液结壳之前未及时逸出,在铸件内生成的孔洞类缺点。气孔的内壁光滑,明亮或带有细微的氧化色。铸件中发生气孔后,将会减小其有效承载面积,且在气孔周围会引起应力集中而下降铸件的抗冲击性和抗疲惫性。气孔还会下降铸件的致密性,致使某些要求承受水压实验的铸件作废。别的,气孔对铸件的耐腐蚀性和耐热性也有不良的影响。
避免气孔的发生:下降金属液中的含气量,增大砂型的透气性,以及在型腔的高处增设出气冒口等。
3)粘砂 铸件外表上粘附有一层难以铲除的砂粒称为粘砂。粘砂既影响铸件外观,又添加铸件整理和切削加工的作业量,甚至会影响机器的寿数。例如铸齿外表有粘砂时简单损坏,泵或发动机等机器零件中若有粘砂,则将影响燃料油、气体、光滑油和冷却水等流体的活动,并会玷污和磨损整个机器。
避免粘砂:在型砂中参加煤粉,以及在铸型外表涂刷防粘砂涂料等。