热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
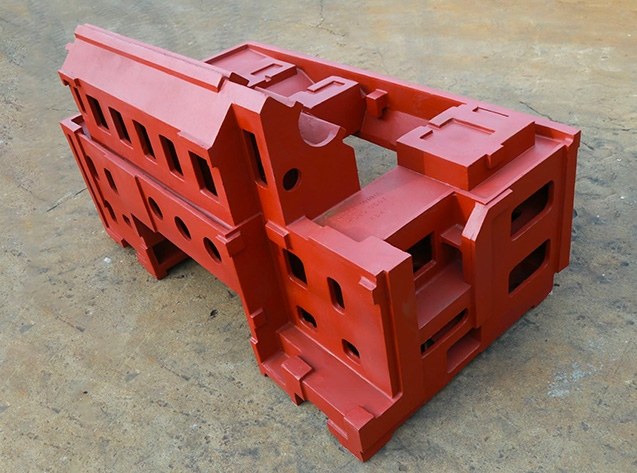
如今,精密铸件加工的质量参差不齐。通常,精密铸造件的表面有一层氧化膜。氧化膜中间层是降低材料机械性能并造成铸件排气孔缺陷的关键原因。为了改善材料的机械性能并增加铸件的相对密度,必须减少或消除铝合金型材液体中的氧化膜阻挡层。
在铝合金熔炼的整个过程中,液体表面氧化膜的振荡应尽量减小。但是,金属液的液面以下的热对流和搅拌不易引起氧化膜的混入。使用气体发生器清洁溶液还具有树脂吸附漂浮在金属材料液体中的氧化膜的作用,但应尽可能减少溶液的速度。旋风分离器的速度减少了对氧化膜的损害。当使用“浇注桶”的方法时,可以用茶壶壶勺来减轻液体表面氧化膜的振动;使用低压铸件在加工过程中,如果可以保持液流稳定地进入型腔,则精密铸造件本身的机械性能将明显高于基本加工技术所产生的机械性能。在工艺技术中,浇注系统中的金属材料流量必须稳定。
随着精密铸造件领域的发展趋势,大家对精密铸造件的要求越来越高,尤其是精密铸造件的表面质量,它们都有一定的规格:
1.铸件的表面粗糙度应符合GB6060.1的要求。
2.需要抛光和生产的精密铸造件表面应按照GB6060.4的要求进行。
3.精密铸造件需要进行喷砂处理,喷砂处理的表面应按照GB6060.5的要求进行。

4.铸件不允许有裂纹,铸造不足,松动,起泡和穿透缺陷。
5.铸件不允许有划痕,凹痕,缺肉和等腰三角形的网状结构缺陷。
6.铸件的塑料入口,毛刺,溢流,隔垫等应清洁整洁,但允许有痕迹。
7.螺丝孔的四个螺距之内不允许有缺陷。
8.在不影响精密铸造件应用的标准下,当买方被要求时,供应商可以对铸件进行浸渍和修复(如修复焊接,变形校正等)以解决问题。
9.精密铸造件内表面的表面粗糙度为:25um。
文章内容来源于网络,如有问题,请与我们联络!