热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
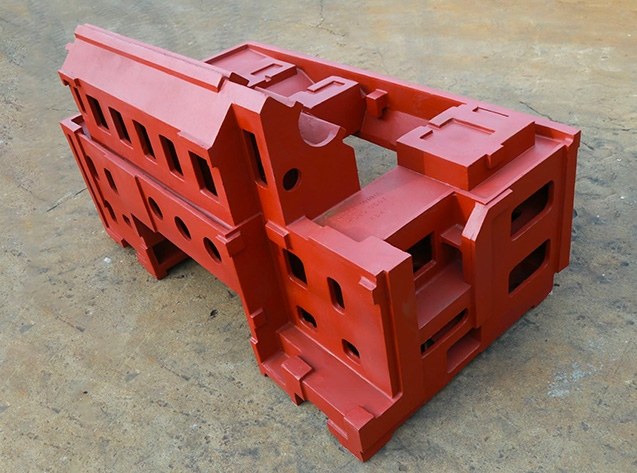
精品铸件采用先进的真空密封造型工艺,这是一种物理造型工艺方法。型砂中不加粘结剂、水和附加物,因而减轻了砂处理工作,而且造型和铸件落砂清理的劳动量也大大减少,旧砂回用率可达95 以上。原理是利用塑料薄膜密封砂箱,采用真空泵抽出型内空气,在铸型内外形成压力差,使干砂紧实,以形成所需型腔的一种物理造型方法。因此,真空密封造型又名“负压造型法”或“减压造型法”,简称为“V”法铸造。
1. V法造型工艺过程
(1)制造带有抽气箱和抽气孔模板。
(2)将经烘烤有塑性状态的塑料薄膜覆盖到型板上,真空泵抽出覆膜时带有的空气,使薄膜贴在型板上成型(称为覆膜成形),喷上快干涂料。
(3)将带有过滤抽气管的砂箱,放在已覆好塑料薄膜的模板上。

(4)向砂箱内充填没有粘结剂和附加物的干石英砂。振实箱内的型砂、刮平、放上密封用的膜,打开抽气阀门,抽去型砂中的空气,使铸型内外存在压力差,由于压力差的作用,使铸型具有较高的硬度,砂型硬度计读数可以达到90~95。
(5)解除膜板内的真空,然后进行起模。铸型要继续抽真空,直到下芯,合箱,浇注。
(6)浇注后待金属液凝固,停止对铸型抽气,型内压力接近大气压时,铸型就自行溃散。
文章内容来源于网络,如有问题,请与我们联络!