热线电话
400-915-2637

联系人:张坤
电话:13898335444
联系人:王宇
电话:15141346066
全国免费热线:400-915-2637
地址:辽宁省抚顺市新宾县南杂木
网址:www.fshyjxc.cn
铸件成型的理论金属液态成型常称为铸造,铸造成形技术的历史悠久。早在5000多年前,我们的祖先就能铸造红铜和青铜制品。铸造是应用最广泛的金属液态成型工艺。它是将液态金属浇注到铸型型腔中,待其冷却凝固后,获得一定形状的毛坯或零件的方法。
在机器设备中液态成型件所占比例很大,在机床、内燃机、矿山机械、重型机械中液态成型件占总重量的70%~90%;在汽车、拖拉机中占50%~70%;在农业机械中占40%~70%。液态成型工艺能得到如此广泛的应用,是因为它具有如下的优点:
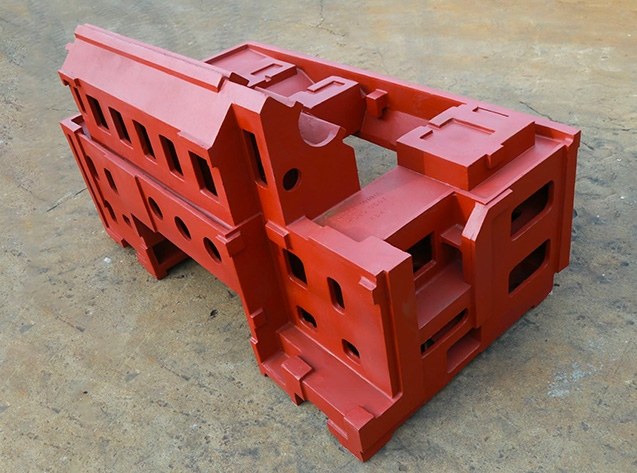
(1)可制造出内腔、外形很复杂的毛坯。如各种箱体、机床床身、汽缸体、缸盖等。
(2)工艺灵活性大,适应性广。液态成型件的大小几乎不限,其重量可由几克到几百吨,其壁厚可由0.5mm到1m左右。工业上凡能溶化成液态的金属材料均可用于液态成型。对于塑性很差的铸铁,液态成型是生产其毛坯或零件的一的方法。
(3)液态成型件成本较低。液态成型可直接利用废机件和切屑,设备费用较低。同时,液态成型件加工余量小,节约金属。
但是,金属液态成型的工序多,且难以准确控制,使得铸件质量不够稳定。与同种材料的锻件相比,因液态成型组织疏松、晶粒粗大,内部
易产生缩孔、缩松、气孔等缺陷。其机械性能较低。另外,劳动强度大,条件差。有优良的机械、物理性能,它可以有各种不同的强度、硬度、韧性配合的综合性能,还可兼具一种或多种特殊性能,如耐磨、耐高温和低温、耐腐蚀等。
铸件的重量和尺寸范围都很宽,重量最轻的只有几克,最重的可达到400吨,壁厚最薄的只有0.5毫米,最厚可超过1米,长度可由几毫米到十几米,可满足不同工业部门的使用要求。